PRODUCT OVERVIEW & PRINCIPLE OF OPERATION
FOAMTECH® ILP-Indirect Release Low-Pressure Clean Agent Systems are primarily a pre-engineered automatic fire detection and suppression system utilizing various low-pressure clean agents, i.e., HFC227ea, Novec1230/FK-5-1-12, FE36, etc.
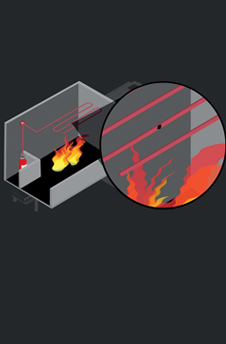
The FOAMTECH® Linear Pneumatic Fire Detection Tubing (LP-FDT) is installed and connected to the ILP Valve and routed throughout the protected hazard area/enclosure. The primary function of the Linear Pneumatic Fire Detection Tube (under pressure) is to detect heat/fire and activate the valve for discharge of the agent by rupturing at the hottest point along its installed length on flame impingement.
On rupture due to loss of pressure in the tube connected to the valve, the pressure from the top assembly of the ILP valve is released (can be done by both automatic or manual activation), thereby the internal piston slides to its fully open position, allowing the pressurized clean agent to travel through any or a combination of three outlet ports via delivery hose/pipes and discharge out from the fixed nozzles within the protected area, flooding the entire area with the agent and suppressing the fire instantly.
Note: To assist annunciation, both direct & indirect low-pressure systems can be connected to FACP through an optional pressure switch & potential-free contact arrangement.